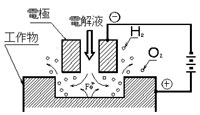
電解加工は、ワークを陽極(+)、対向する電極を陰極(-)として、両極間に電解液を流し通電することによりバリを溶解します。(右図)
![]()

![]()
金属を機械加工した際に発生する微細なバリを電気化学的に除去します。高品質・高機能・高精密化が要求される時代の流れに適合した省力機械として、自動車業界を中心に多方面に貢献しています。
電解加工は、ワークを陽極(+)、対向する電極を陰極(-)として、両極間に電解液を流し通電することによりバリを溶解します。(右図)
反応式 : 6NaNO3+6H2O+6e+2Fe3+→2Fe(OH)3+6NaNO3+3H2
電極治具は、ワークの形状に
合わせ製作します。(概要は下図)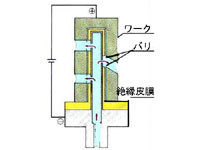




製品に関するお問い合わせ、
資料の請求はこちらからお問い合わせください。
![]()